The Importance of Testing at Every Stage of the Textile Supply Chain

In the textile industry, garment quality not only affects customer experience but also impacts brand reputation and production costs. Implementing testing throughout the supply chain ensures that products meet standards, reduces risks, and optimizes production efficiency.
Below are key reasons why quality control should be conducted at each stage of the textile supply chain:
1. Raw Material & Fabric Testing
Purpose:
✔ Prevent defects from the start, reducing production waste.
✔ Ensure fabrics, yarns, and accessories (zippers, buttons, threads) meet technical requirements.
Key Tests:
-
Shrinkage Test – Ensures fabrics do not deform after washing.
-
Color Fastness Test – Prevents color fading during wear, washing, or exposure to sunlight.
-
Tensile & Tear Strength Test – Evaluates fabric durability to prevent tearing during use.
2. In-Process Testing
Purpose:
✔ Detect defects early in production and correct them immediately.
✔ Ensure accuracy in cutting, sewing, printing, embroidery, and industrial washing.
Key Tests:
-
Seam Strength & Slippage Test – Ensures seams do not break or unravel during use.
-
Print & Embroidery Durability Test – Prevents peeling or fading after washing.
-
Stretch & Recovery Test – Critical for sportswear and swimwear fabrics.
3. Final Product Testing
Purpose:
✔ Ensure products meet quality standards before shipping.
✔ Avoid return risks from major brands.
Key Tests:
-
Washing Durability Test – Ensures garments maintain shape and color after multiple washes.
-
Chemical Safety Test – Meets safety regulations such as OEKO-TEX and REACH.
-
Size & Fit Test – Prevents sizing inconsistencies in mass production.
4. Pre-Shipment Inspection (PSI)
Purpose:
✔ Ensure exported goods comply with international standards.
✔ Avoid legal issues related to safety and quality.
Key Tests:
-
Physical Strength Test – Verifies garments can withstand pulling and compression during shipping.
-
Labeling & Packaging Inspection – Ensures correct labeling and packaging to meet market regulations.
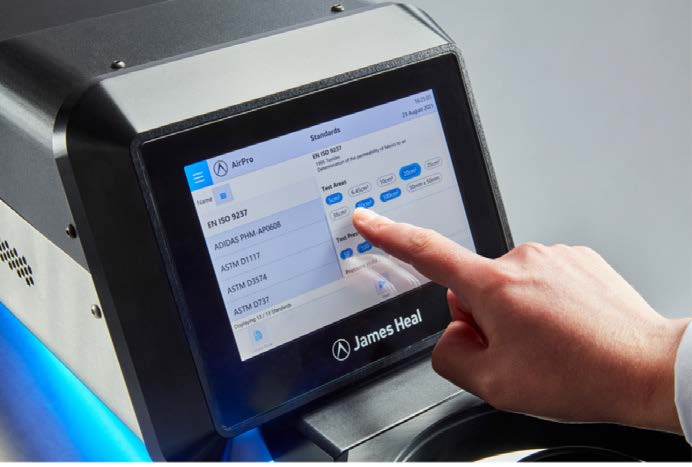
Thach Anh Vang – The Exclusive Agent of James Heal in Vietnam & Cambodia
As the exclusive representative of James Heal in Vietnam, Thach Anh Vang specializes in providing textile testing equipment total solutions, test material and professional calibration service to help manufacturers identify the right testing needs and implement the most effective solutions at every stage.